The global transition toward clean, sustainable energy has accelerated dramatically over the recent decade. Across the globe, wind power installations are reaching historic highs, with massive scale milestones projected to triple capacity by the turn of the decade. At the heart of every successful utility-scale project stands a foundational structural component: the wind turbine tower. This structure typically accounts for a significant portion of the entire system’s total cost. Consequently, picking a qualified Windmill Tower Manufacturer is not merely a purchasing choice. It is a critical risk mitigation step that dictates your long-term return on investment (ROI).
When launching a renewable energy project, engineering teams often obsess over generator ratings, blade aerodynamics, and geographic wind speeds. While those factors dictate energy generation potential, they become irrelevant if the underlying physical support fails. A wind tower must withstand immense dynamic forces, environmental weathering, and continuous rotor vibrations over a standard operational lifespan exceeding twenty years.
Therefore, you need a manufacturing partner capable of converting complex engineering blueprints into precise, heavy-duty structural steel. This comprehensive guide outlines the vital factors, technical requirements, and strategic selection steps required to pick the ideal production partner.
Understanding the Structural Role of Windmill Towers
Before assessing suppliers, you must understand why a tower requires specialized manufacturing processes rather than generic heavy steel fabrication. The main purpose of a wind tower goes far beyond elevating the nacelle and rotor assembly.
Managing Dynamic Aerodynamic Forces
A tower functions as a cantilevered beam anchored to a massive reinforced concrete foundation. It experiences multi-directional forces including:
- Thrust Loads: The direct pressure of wind against the moving rotor blades.
- 3D Pressure Fields: Shifting cross-winds that exert variable pressures across different elevation zones of the structure.
- Torsional and Rotational Forces: The continuous mechanical torque and harmonic vibration generated by the generator and spinning drivetrain.
Preventing Structural Buckling and Local Collapse
The primary structural threat to tubular steel towers is local collapse or geometric buckling failure caused by extreme wind loads combined with heavy vertical weight loads. To counter these hazards, modern industrial designs utilize tapered sections with varying plate thicknesses. The walls at the base are significantly thicker to withstand extreme bending forces, whereas the sections taper toward the top to minimize unnecessary top-heavy weight.
Every single section transition, flange interface, and structural weld must match exact metallurgical tolerances. If any part of the fabrication process deviates from structural calculations, the tower risks experiencing catastrophic structural failure under extreme environmental conditions.
Essential Evaluation Criteria for a Windmill Tower Manufacturer
Choosing a reliable Windmill Tower Manufacturer requires a structured review process. You cannot evaluate suppliers based solely on initial cost estimates. Instead, you must assess their manufacturing infrastructure, quality assurance policies, and supply chain capabilities.
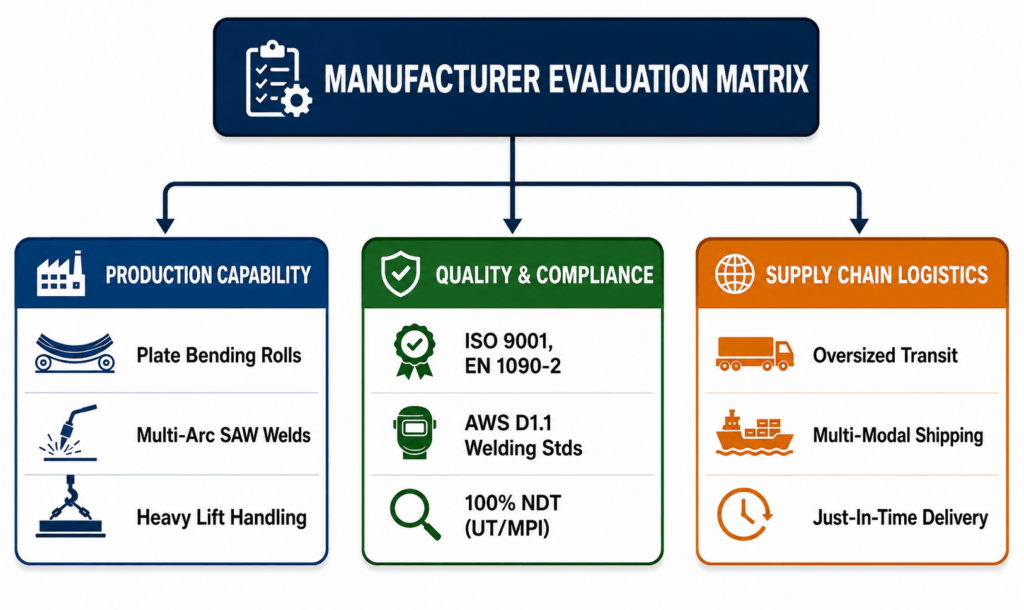
1. Production Capacity and Machine Infrastructure
The physical dimensions of modern wind towers require specialized manufacturing facilities. Heavy industrial engineering teams should inspect the candidate’s facilities for the following structural tooling assets:
- Heavy Plate Bending Equipment: Manufacturers build tubular steel towers out of smaller cylindrical or conical rings called ferrules. The facility must own heavy-duty hydraulic plate rolling machines capable of bending thick steel plates into perfect cylinders without causing micro-fissures or material deformation.
- Advanced Welding Automation: Longitudinal and circular seams demand massive structural integrity. Look for suppliers using automated Submerged Arc Welding (SAW) technologies. Automated welding provides consistent penetration depth and minimal porosity compared to manual welding methods.
- Lifting and Moving Equipment: Finished tower sections routinely weigh upwards of 50 to 100 tons. The factory must be equipped with high-capacity overhead gantry cranes, turning rolls, and self-propelled modular transporters (SPMTs) to move components safely through production lines.
2. Quality Control Standards and Certifications
Structural steel components deployed in utility-scale sustainable energy plants must comply with strict international guidelines. Verify that the company holds the following credentials:
- ISO 9001 Certification: Demonstrates a documented approach to factory quality management systems.
- EN 1090-2 / ISO 3834: Critical certifications for structural steel fabrication and welding quality management.
- AWS D1.1 / ASME Section IX: Ensures all production welders and robotic systems are officially qualified for heavy structural steel welding operations.
In addition, ask about their Non-Destructive Testing (NDT) capabilities. A reliable Windmill Tower Manufacturer should perform comprehensive NDT testing—such as Ultrasonic Testing (UT), Magnetic Particle Inspection (MPI), and Radiographic Testing (RT)—on 100% of critical structural welds to identify internal defects before shipping.
3. Sourcing Certified Materials
The integrity of a heavy-duty tower depends entirely on the raw materials used to build it. Industrial tower manufacturing consumes high-tensile structural carbon steel plates that comply with strict global standards.
Your supplier must provide full material traceability, including Mill Test Certificates (MTCs), for every steel plate received. This documentation verifies critical material properties, such as yield strength and impact toughness, which prove the steel can handle freezing temperatures and high-impact wind forces without fracturing. For detailed specifications on standard structural steel baselines, engineers can reference ASTM International to compare raw material thresholds.
Technical Insights into the Manufacturing Process
Understanding the core steps of the tower manufacturing process helps project managers spot potential defects and evaluate realistic production schedules.
Plate Cutting and Edge Preparation
The fabrication process starts with flat rectangular steel plates. Technicians use high-precision CNC oxy-fuel or plasma cutting tables to cut these plates to exact dimensions. After cutting, the edges undergo mechanical beveling to create precise V-shaped or X-shaped grooves. This shape allows automated welding machines to achieve deep weld penetration along the seams.
Ferrule Rolling and Longitudinal Welding
The prepared steel plates are fed into heavy hydraulic plate rollers, which bend the flat metal into perfectly round cylinders known as ferrules. Once a ferrule is rolled into shape, automated welding machines seal the open longitudinal joint.
Assembling Sections and Welding Flanges
To build a complete tower section, multiple ferrules are placed end-to-end on alignment rollers and welded together using circular welds. High-strength forged steel flanges are then welded to the far ends of the section. These flanges feature precision-drilled bolt holes that allow crews to bolt different sections together during on-site field assembly.
Surface Treatment and Corrosion Protection
Wind energy assets face severe weather conditions, ranging from hot, humid plains to freezing, corrosive offshore coastal locations. Long-term durability requires excellent surface treatment, including:
- Grit Blasting: The steel surface is blasted to a white metal finish (such as Sa 2.5) to strip away mill scale, rust, and surface impurities.
- Thermal Zinc Spraying: A layer of molten zinc is sprayed onto the steel to provide long-lasting galvanic corrosion protection.
- Multi-Coat Paint Systems: High-performance epoxy primers and polyurethane topcoats are applied to protect the steel against ultraviolet (UV) degradation and chemical weathering.
Supply Chain, Shipping, and Site Logistics
Because tower sections are so large, logistics and shipping costs can quickly derail a project’s budget if not managed carefully.

Navigating Transportation Clearances
Moving oversized cargo requires careful route planning. Tower sections frequently exceed fifteen feet in diameter and one hundred feet in length. You need to ensure the manufacturer’s facility offers easy access to major shipping corridors, rail networks, or deep-water ports. The carrier must secure special oversized transport permits and map out routes to clear low bridges, tight highway turns, and overhead utility lines.
Packaging and Delivery Schedules
During transit, open tower ends must be sealed with heavy-duty weather-resistant tarpaulins or rigid plastic covers. This packaging protects pre-installed internal components—such as internal platforms, access ladders, lighting systems, and power cables—from moisture, road grime, and salt spray.
Furthermore, your manufacturer must coordinate production schedules with your field construction crews. Delivering tower sections too early forces you to pay for expensive storage space on-site, while late deliveries can leave expensive installation cranes sitting idle.
Aligning Your Engineering Requirements with Manufacturer Technical Capabilities
To ensure a smooth manufacturing process, your project team must match its design requirements with the factory’s actual production capabilities.
| Technical Parameter | Standard Engineering Requirement | Manufacturer Capability Milestone |
| Maximum Section Weight | 50 to 120+ Metric Tons | High-capacity crane systems and heavy turning rolls. |
| Maximum Section Diameter | 4.5 to 6.5+ Meters | Large-clearance facility doors and heavy plate rolling mills. |
| Steel Plate Thickness | 20 mm to 100+ mm | High-torque rolling machines and multi-arc automated welding systems. |
| Weld Testing Coverage | 100% UT / MPI Alignment | Certified ASNT Level II/III inspectors on staff. |
| Corrosion Protection | ISO 12944 C5-M (Offshore Environment) | Climate-controlled blasting and multi-coat painting booths. |
By comparing these metrics during your initial supplier review, you can filter out under-equipped vendors early and choose a partner capable of delivering reliable structural components.
Cubuilt Engineering: Industrial Equipment Integration Partner
Building a profitable wind farm or clean energy facility requires reliable manufacturing support. At Cubuilt Engineering, we provide specialized industrial solutions designed for heavy metal fabrication and structural manufacturing applications. We understand the tight tolerances, strict welding guidelines, and rigorous material handling requirements needed to manufacture large industrial components.
Our production facilities are equipped with heavy-duty machinery, automated welding stations, and precision processing tools capable of managing large-scale industrial projects. Whether you are engineering custom structural sections or developing specialized equipment components, Cubuilt provides the precision engineering, reliable material tracking, and strict quality control your project requires.
Summary and Next Steps
Choosing the right Windmill Tower Manufacturer requires balancing structural engineering needs, material certifications, and transport logistics. Focusing on automated production systems, comprehensive weld testing, and reliable logistics planning allows project developers to secure long-term structural integrity and steady power generation for their assets.
Are you preparing to launch a utility-scale wind farm or managing a large-scale industrial metal fabrication project? Contact our engineering team at Cubuilt Engineering today to discuss your technical specifications, request a formal manufacturing quote, and explore our industrial production capabilities.
Frequently Asked Questions (FAQ)
What types of steel are used by a Windmill Tower Manufacturer?
Manufacturers typically use high-strength, low-alloy structural carbon steels such as S355NL or standard high-yield options. These materials deliver excellent yield strength and fracture toughness, allowing the tower to withstand extreme cyclic wind loads and sub-zero temperatures without experiencing brittle fracture failure.
How do manufacturers protect wind turbine towers from environmental rust?
Towers are protected using a multi-layer surface treatment process. The steel is blasted to a white-metal finish, coated with thermal zinc spray, and finished with thick coats of epoxy primer and polyurethane paint. This system complies with international corrosion protection standards, protecting the steel for decades in harsh inland or offshore environments.
Why do modern wind turbine towers use a tapered design?
Tapering reduces overall steel weight while maximizing the tower’s structural resistance to bending forces. Because wind thrust loads exert the highest bending moments at the base of the tower, the bottom sections feature larger diameters and thicker walls, while the top sections are built narrower and lighter.
What is the typical operational lifespan of a steel wind tower?
Industrial-grade steel wind towers are engineered for an operational design life of 20 to 25 years. Achieving this lifespan requires using certified traceable materials, performing rigorous non-destructive weld testing, and applying high-performance industrial coatings to prevent corrosion.