EOT Cranes vs Gantry Cranes: A Buyer’s Guide for Heavy Fabrication Units
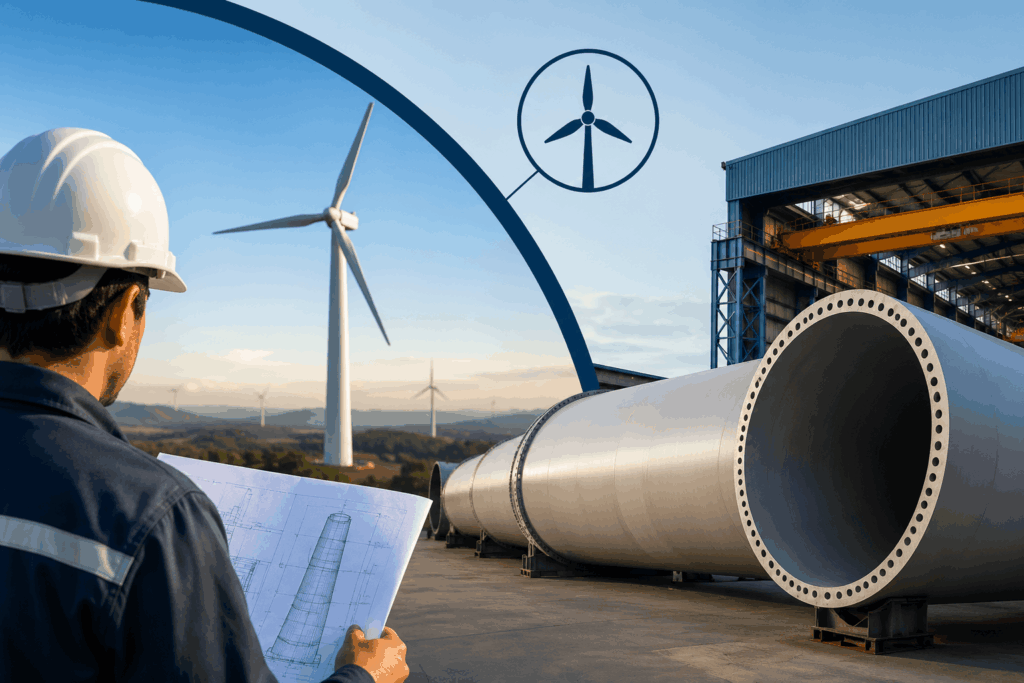
Selecting the ideal industrial lifting solution is one of the most critical infrastructure investments a heavy engineering facility can make. In production spaces where raw steel plates are transformed into massive structural elements, material handling equipment dictates the speed, safety, and profitability of the entire operation. Plant managers frequently find themselves comparing two primary lifting configurations: Electric Overhead Traveling (EOT) cranes and Gantry cranes. Choosing the right setup requires navigating complex variables, such as facility design, workflow mechanics, and floor layout. As a premier EOT crane manufacturer, Cubuilt understands that selecting a system isn’t just about picking a crane; it’s about choosing an engineering asset that integrates perfectly with your day-to-day operations. Whether your shop specializes in heavy fabrication for the wind sector or produces heavy-duty structural steelwork, this comprehensive buyer’s guide breaks down the structural differences, application profiles, and financial trade-offs between EOT and Gantry systems. Understanding the Core Concepts: EOT Cranes vs. Gantry Cranes Before evaluating operational specifications, it is helpful to establish how these lifting systems function structurally within a heavy fabrication environment. While both serve the fundamental purpose of moving heavy materials along three axes (hook lift, cross travel, and long travel), their physical support structures are fundamentally distinct. What is an EOT Crane? An Electric Overhead Traveling crane, often called a bridge crane, features a horizontal bridge structure that travels along elevated runway tracks. These runways are permanently supported by the building’s main structural columns or by an independent overhead framework. The lifting hoist moves back and forth across this elevated bridge. Because the entire assembly operates high above the ground, it leaves the shop floor completely unobstructed. What is a Gantry Crane? A Gantry crane, also known as a Goliath crane, utilizes a similar horizontal bridge for the hoist, but the bridge is supported by freestanding vertical legs. These legs travel along ground-level tracks or wheels embedded directly into the factory floor. This structural configuration eliminates the need for elevated runway beams and massive building columns, transferring all structural loads directly to the floor or foundation. Detailed Structural Blueprint Comparison Feature EOT Cranes (Overhead Bridge) Gantry Cranes (Goliath Systems) Support Mechanism Mounted on elevated rails fixed to building columns. Self-supporting legs traveling on floor-level rails. Floor Space Impact Zero floor footprint; leaves aisles completely clear. Requires dedicated floor space for ground rails and leg clearance. Installation Flexibility Difficult to relocate once installed inside a facility. Modular setups can be dismantled and relocated relatively easily. Indoor vs. Outdoor Use Exclusively indoor or within dedicated covered structures. Highly versatile; ideal for both indoor bays and outdoor yards. Structural Loading Transfers heavy dynamic stresses to the building superstructure. Transmits dynamic and static loads directly down into the ground foundation. Deep Dive: EOT Cranes for Precision Fabrication Bays For indoor fabrication facilities, an overhead crane for fabrication represents the traditional standard for high-efficiency lifting. EOT cranes are engineered to operate in environments where floor space is at a premium and high-speed, repetitive cycles are required. Single Girder vs. Double Girder EOT Systems When partnering with a dedicated single girder EOT crane or double girder EOT crane manufacturer, you must first define your maximum load profile and structural span requirements: Advantages of EOT Cranes in Heavy Fabrication Deep Dive: Gantry Cranes for Large-Scale & Outdoor Assembly While EOT cranes excel inside structural bays, a specialized gantry crane manufacturer offers distinct advantages for operations that require flexible layouts or outdoor storage. Gantry cranes are particularly valuable for heavy fabrication yards, shipping zones, and expansive assembly areas. Gantry Variants: Full Gantry vs. Semi Goliath Configurations Depending on your facility’s architectural layout, you can select from multiple structural variations: Advantages of Gantry Cranes in Heavy Fabrication Technical Evaluation Parameters for Buyers Selecting the right crane system requires analyzing key technical parameters to ensure the equipment meets your facility’s long-term demands. 1. Crane Load Capacity & Structural Integrity The primary metric to establish is the maximum weight the system will lift, known as the crane load capacity. In heavy fabrication, this requires assessing not just the weight of the completed products, but also the dynamic forces applied when flipping massive weldments or lifting asymmetrical assemblies. For light to medium duty cycles, a single girder system may suffice. However, heavy-duty processing requires a double girder setup built to withstand demanding CMAA Class D, E, or F duty cycles. 2. Facility Footprint and Crane Span Design The physical layout of your production floor dictates your structural dimensions. The crane span design—the horizontal distance between the center lines of the runway rails—must be engineered to maximize hook coverage across your working zones. For EOT systems, this span is limited by the building’s width. For gantry systems, the span can extend across multiple outdoor storage tracks or wide assembly lines. 3. Structural Floor Loading vs. Overhead Superstructure Capacity Application Profiles: Matching Your Fabrication Workflows To illustrate these principles in action, let’s look at how choosing between an EOT and a Gantry crane impacts specific heavy industrial workflows. Wind Energy Infrastructure & Heavy Sector Fabrication Fabrication for the wind energy sector involves handling exceptionally large, thick steel plates that are rolled and welded into massive cylindrical tower sections. This challenging environment requires a well-planned combination of material handling systems and heavy industrial machinery. During tower section fabrication, heavy plates must move efficiently from storage yards to a high-capacity plate rolling machine. Once rolled, these cylinders undergo precise tower flange welding and deep tower internals assembly to secure brackets, ladders, and electrical paths. For the initial indoor steps—such as rolling, precise alignment, and internal component assembly—a high-precision double girder EOT crane provides the stable, smooth control needed to align sections accurately. However, once these massive tower sections are completed and moved outdoors to a staging yard, a high-capacity gantry crane becomes the ideal choice for loading the heavy components onto transport trailers. General Heavy Machinery & Structural Steel Fabrication For traditional heavy engineering shops fabricating long structural steel beams, large industrial columns, and complex trusses, space utilization is